Konstrukcje sprężone umożliwiają realizację najodważniejszych konstrukcji pod względem skomplikowania kształtu, rozpiętości, smukłości lub wysokości.
W nr. 10/2013 „IB” ukazał się artykuł „Konstrukcje żelbetowe. Różnice między żelbetem a konstrukcjami sprężonymi struno- i kablobetonowymi”.
Technologia wykonania elementów strunobetonowych w Polsce
Ogólne zasady
Technologię strunobetonu wyróżniają dwie podstawowe cechy:
– naciąg cięgien przed betonowaniem elementu,
– przekazanie siły sprężającej na beton za pomocą przyczepności.
We współczesnej produkcji elementów strunobetonowych stosuje się sploty 7-drutowe o średnicy od 12,5 mm do 15,7 mm, wykonane z prętów zimnociągnionych, ze stali wysokowęglowych.
W elementach strunobetonowych naciąg dokonywany jest w oparciu o zewnętrzne elementy oporowe. Podczas betonowania i twardnienia betonu cięgna mają już przyłożoną siłę sprężającą i są za pomocą zakotwień technologicznych zamocowane w konstrukcjach oporowych. Właściwe sprężenie betonu następuje dopiero w chwili zwolnienia zakotwień w elementach oporowych, czyli w momencie przekazania sił na beton. Jako zakotwienie technologiczne są stosowane różnego rodzaju mechanizmy od prostych zacisków po zautomatyzowane zespoły bazujące na niezależnych uchwytach szczękowych, umożliwiające równoczesny naciąg każdego ze splotów. Zakotwienia są wielokrotnego użytku, stąd bardzo istotne jest uniwersalne określenie kształtów, wymiarów elementów oraz stosowanie niezmiennego rozstawu między cięgnami. W każdej z wytwórni elementów strunobetonowych rozstaw cięgien jest zdefiniowany indywidualnie poprzez tzw. spacery, czyli blachy z nawierconymi otworami.
Znaczne gabaryty konstrukcji oporowych niezbędnych do naciągu cięgien powodują, że elementy strunobetonowe są produkowane wyłącznie w wytwórniach prefabrykatów. Taki typ produkcji wprowadza znaczne ograniczenia kształtu i geometrii, które są związane z transportem elementów po drogach publicznych na plac budowy. Równocześnie wytwarzanie prefabrykatów sprzyja większej dokładności wykonania i możliwości użycia lepszej jakości betonu.
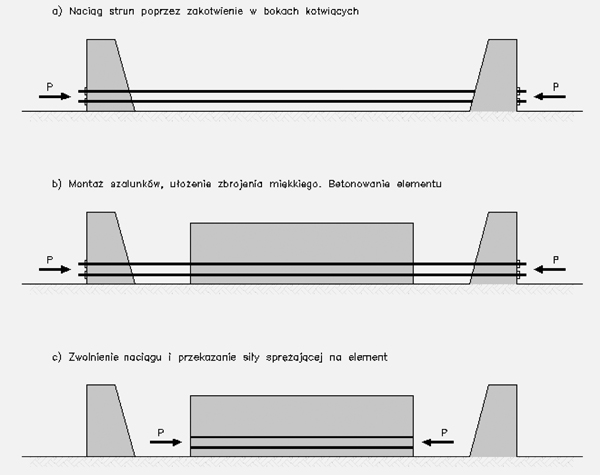
Rys. 1 Poszczególne fazy produkcji elementu strunobetonowego na torach naciągowych
W prefabrykatach strunobetonowych stosowany jest praktycznie zawsze prostoliniowy przebieg cięgien. W związku z tym intensywność sprężenia jest stała na długości elementów. W przekrojach elementu poddanych mniejszym działaniom naprężeń rozciągających (np. przekroje przypodporowe w belkach swobodnie podpartych) pod wpływem siły sprężającej może nastąpić przekroczenie naprężeń ściskających w betonie. Stosuje się wówczas tzw. wyłączanie cięgien (wgłębne zakotwienie). Ilość wyłączeń oraz ich zasięg powinny być ściśle określone w projekcie elementu.
Podstawowe metody produkcji elementów strunobetonowych to metoda torów naciągowych i metoda sztywnych form.
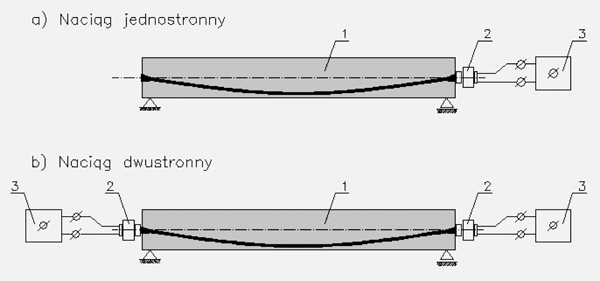
Rys. 2 Rodzaje naciągu stosowane w Polsce: 1 – element sprężany, 2 – prasa naciągowa, 3 – urządzenie pompujące zasilające prasę
Metoda torów naciągowych
Metoda torów naciągowych jest ze względów ekonomicznych najpopularniejszą z metod. Dla serii elementów, które nie różnią się znacząco geometrią i mają identyczny rozstaw strun, stosuje się długie stanowiska, nawet 100 m, wyposażone na końcach w masywne konstrukcje oporowe ze stałymi urządzeniami kotwiącymi. Na torze można ustawić równocześ-nie kilka bądź kilkanaście elementów w szeregu.
Dla elementów belkowych stosuje się niezależne formy, często uchylne, przytwierdzane do toru na czas betonowania i dojrzewania betonu.
Kolejność etapów produkcji elementów belkowych na torach naciągowych:
– przygotowanie cięgien: rozwinięcie z kręgów, przycięcie, tzw. sprefabrykowanie stali sprężającej,
– przygotowanie zbrojenia tradycyjnego: szkielet, strzemiona, dozbrojenia itp.,
– rozmieszczenie cięgien sprężających wraz z ich kotwieniem (rys. 1a),
– ustawienie i zamocowanie form – szalunków na torze (rys. 1b),
– ułożenie zbrojenia tradycyjnego i wkładek stabilizujących cięgna, np. prętów poprzecznych ograniczających zwis cięgien (rys. 1b),
– naciągnięcie cięgien na bloku oporowym,
– przygotowanie mieszanki betonowej,
– układanie mieszanki betonowej,
– zagęszczenie mieszanki betonowej (ze względu na gabaryty głównie wibrowanie wgłębne),
– pielęgnacja świeżego betonu,
– rozformowanie,
– przekazanie sił sprężających na beton: zwolnienie zakotwień technologicznych w bloku kotwiącym (rys. 1c),
– przecięcie cięgien między elementami,
– ewentualne zabezpieczenie powierzchni betonu środkami chroniącymi przed utratą wilgotności przez beton podczas transportu elementów,
– odpowiednie ułożenie na składowisku,
– oczyszczanie formy,
– prace konserwacyjne,
– kontrola wymiarów formy i przygotowanie produkcji następnej serii.

Fot. 1 Zakotwienie wielosplotowe
Metoda torów naciągowych dla płyt kanałowych
W metodzie torów naciągowych płyty kanałowe są formowane agregatowo. Istotą procesu jest równoczesne połączenie betonowania i zagęszczania mieszanki z formowaniem kanałów i ruchem całego agregatu. Płyty te cięte są na torze na potrzebne długości za pomocą pił diamentowych już po stwardnieniu betonu.
Kolejność etapów produkcji elementów płyt kanałowych na torach naciągowych:
– przygotowanie cięgien: rozwinięcie z kręgów, przycięcie, tzw. sprefabrykowanie stali sprężającej,
– naciąg cięgien sprężających wraz z ich kotwieniem,
– przygotowanie agregatu z formą ślizgową,
– przygotowanie mieszanki betonowej,
– układanie mieszanki betonowej,
– przejazd agregatu poza tor,
– formowanie wcięć, otworów, zamków w świeżym betonie,
– pielęgnacja świeżego betonu,
– przekazanie sprężenia na beton: zwolnienie zakotwień technologicznych,
– przycięcie płyt zgodnie z potrzebami,
– ewentualne zabezpieczenie powierzchni betonu środkami chroniącymi przed utratą wilgotności przez beton podczas transportu elementów,
– odpowiednie ułożenie na składowisku,
– oczyszczanie części agregatu,
– prace konserwacyjne,
– przygotowanie produkcji następnej serii.
Głównymi zaletami metody torów naciągowych jest jeden naciąg cięgien dla wszystkich elementów wykonywanych w szeregu na torze. Dodatkowe korzyści to równomierność naciągu i krótkie odcinki traconej siły sprężającej potrzebnej na zakotwienia technologiczne.
Do wad należy zaliczyć wydłużoną drogę transportu wewnętrznego, np. mieszanki betonowej, ograniczone możliwości geometryczne elementów związane z koniecznością transportu na plac budowy oraz co najważniejsze znaczne koszty budowy i utrzymania torów i urządzeń towarzyszących.

Fot. 2 Zakotwienie cztero- i jednosplotowe
Metoda sztywnych form
W metodzie sztywnych form szalunki/formy muszą przenosić siły naciągu cięgien, w związku z tym muszą być odpowiednio masywne i sztywne. W zależności od geometrii elementów i wielkości produkcji używa się form pojedynczych lub bateryjnych dla kilku elementów.
Przebieg procesu tworzenia jest identyczny jak elementów belkowych na torach naciągowych.
Do kotwienia cięgien stosuje się hydrauliczny naciąg podłużny, wykonywany za pomocą lekkich pras naciągowych, umożliwiających kolejno naciąg pojedynczych splotów.
Metoda ta jest w praktyce właściwie niestosowana w większych polskich wytwórniach prefabrykatów.
Rys. 3 System sprężania bez przyczepności
Technologia wykonania elementów kablobetonowych w Polsce
Ogólne zasady
Do konstrukcji kablobetonowych zaliczamy wszystkie te konstrukcje, które sprężane są cięgnami-kablami naciąganymi po stwardnieniu mieszanki betonowej. Przekazanie sił sprężających w kablobetonie odbywa się z reguły przez docisk do stwardniałego betonu. Przekazanie odbywa się za pomocą zakotwień dostosowanych do konstrukcji kabli umieszczonych w betonie (jeszcze przed betonowaniem).
W konstrukcjach kablobetonowych mogą być sprężane elementy znacznie bardziej różnorodne pod względem kształtu, wymiarów i zastosowań niż w konstrukcjach strunobetonowych. System sprężania tworzą: ewentualne kanały (system przyczepnościowy), cięgna i dostosowane do nich zakotwienia (czynne, bierne), iniekt (system przyczepnościowy).
Metody realizacji naciągu w kablobetonie można sklasyfikować ze względu na:
– konstrukcję cięgien:
– cięgna jednożyłowe – pręty lub pojedyncze sploty,
– cięgna wielorzędowe – kable wielodrutowe i wielosplotowe, liny;
– jednoczesność naciągu:
– cięgna naciągane kolejno, w ustalonym porządku przez projektanta,
– skoncentrowane cięgna napinane w jednej operacji naciągu;
– usytuowanie cięgien:
– cięgna układane przed betonowaniem,
– cięgna wkładane w kanały umieszczone przed betonowaniem elementu,
– cięgna zewnętrzne, np. sprężające płaszcz zbiornika;
– połączenie cięgien z betonem:
– cięgna bez przyczepności,
– cięgna z przyczepnością,
– cięgna z opóźnioną przyczepnością (niestosowane w Polsce);
– rodzaje naciągu cięgien:
– naciąg dwustronny (zakotwienia czynne na obu końcach kabla),
– naciąg jednostronny (zakotwienie czynne i bierne).
Rys. 4 System sprężania z przyczepnością
Kable
Kable są dostarczane na budowę w kręgu. Zanim kable zostaną umieszczone w szalunku/kanale i sprężone, najpierw są odpowiednio przycięte, wyposażone w zakotwienia, czyli sprefabrykowane. Tak przygotowane kable są umieszczane w elemencie.
Współcześnie cięgno kablobetonowe jest wykonywane ze splotu 7-drutowego, zimnociągnionego o średnicy od 12,5 mm do 15,7 mm (w Polsce głównie dostępne są sploty o średnicy 15,7 mm).
Kable bez przyczepności – pojedyncze indywidualnie prowadzone cięgna, które są fabrycznie pokryte wewnętrzną powłoką smaru i osłonką z plastiku, aby zminimalizować przyczepność cięgna do betonu. Kable bezprzyczepnościowe mają większą możliwość zakrzywiania w planie, np. przy nieregularnej siatce słupów lub przy otworach. Dzięki rezygnacji z przyczepności cięgien do betonu zminimalizowano straty doraźne (początkowe), ponieważ zredukowano tarcie w trakcie sprężania (naciągu kabli).
Przez cały okres użytkowania elementu kablobetonowego bez przyczepności o bezpieczeństwie konstrukcji i nośności kabla decyduje zakotwienie i sposób zbrojenia strefy zakotwień. Dlatego też należy wyjątkowo starannie zadbać o prawidłowe zazbrojenie i zabezpieczenie antykorozyjne stref zakotwień (nie tylko cięgien i ich zakotwień, ale także zbrojenia miękkiego).
Ponieważ w systemie bezprzyczepnościowym, jak wcześniej wspomniano, to zakotwienie decyduje o nośności i bezpieczeństwie elementów, zaleca się:
– stosowanie tego typu konstrukcji z dużą ostrożnością;
– stosowanie w miejscach, gdzie będzie możliwość okresowego sprawdzenia stanu zakotwień;
– TR 43 (brytyjskie uzupełnienie do Eurokodu 2, uszczegółowiające wytyczne do projektowania konstrukcji kablobetonowych) zaleca zastosowanie dodatkowego tradycyjnego zbrojenia wyliczonego z warunku dla minimalnego zbrojenia w przekrojach zginanych wg EC2;
– stosowanie w elementach, w których występuje wysoka klasa ekspozycji betonu i gdzie ewentualne zarysowanie nie spowoduje redukcji nośności elementu;
– używanie w elementach, w których sprężanie przeciwdziała ugięciu, a znaczna część nośności jest zapewniona przez tradycyjne zbrojenie;
– uwzględnienie ryzyka stosowania zakotwienia z pojedynczym multicięgnowym zakotwieniem (np. w belce). Awaria zakotwienia spowoduje nieomal całkowitą utratę nośności elementu.

Rys. 5 Fazy kotwienia i naciągu kabla wielosplotowego z zakotwieniem blokującym typu szczękowego przy jednostronnym naciągu i przy zewnętrznym zakotwieniu biernym
Kable z przyczepnością – cięgna sprężające prowadzone są w specjalnych kanałach (metalowych lub plastikowych), które umieszczane są przed betonowaniem elementu. Sprężenie polega na naciągu cięgien i przekazaniu poprzez zakotwienia siły sprężającej na beton. Mimo że podczas naciągu swobodne odkształcenie kabla jest ograniczone przez tarcie działające na długości splotu, to w celu przekazania całej siły sprężającej na beton należy bardzo starannie zainiektować kanały kablowe zaczynem cementowym. Stwardniały iniekt gwarantuje przyczepność między cięgnem a osłonką, która z kolei przekazuje siły przyczepności bezpośrednio na beton. Po sprężaniu zakotwienia nie mają już wpływu na nośność kabla i są właściwie zbędne.
Sprężanie kablami z przyczepnością zaleca się stosować:
– gdy cięgna są rozłożone liniowo po długości (regularna siatka słupów, brak dużych otworów; kanały stalowe lub plastikowe są mało podatne na wyginanie);
– w miejscach gdzie istotna jest redukcja zarysowania podczas eksploatacji obiektu; cięgna z przyczepnością biorą udział w kontroli zarysowania.
Trasę kabli należy zaprojektować w taki sposób, by uniknąć kolizji między kanałami ułożonymi w różnych kierunkach. Należy także zredukować zbędne przegięcia. Na etapie wykonawstwa powinno zostać zapewnione odpowiednie ustabilizowanie elementów kanału oraz kabli w systemie bezprzyczepnościowym zarówno w kierunku podłużnym, jak i poprzecznym. Przemieszczenia trasy kabli w pionie zwiększają opory przy naciągu, a przede wszystkim zmieniają założone podczas projektowania mimośrody siły sprężającej. Przemieszczenia trasy kabli w poziomie są niebezpieczne w elementach o stosunkowo małej szerokości przekroju, np. belki, gdzie boczne wygięcie kanałów/kabli może naruszyć minimalną otulinę elementu. Sposób podparcia kabli powinien być odporny na układanie, wibrowanie mieszanki betonowej w szalunku. Jako podpórki można stosować specjalne podkładki z klocków betonowych, wkładki podłużne ze stali tradycyjnej.

Rys. 6 Poszczególne elementy systemu sprężającego z przyczepnością przy naciągu jednostronnym dla kabli nieznacznie zakrzywionych: 1 – przewód do iniekcji kanału, 2 – zakotwienie czynne, 3 – kanał kablowy, 4 – odwodnienie, 5 – przewód odpowietrzający, 6 – zakotwienie bierne – wgłębne
Łączenie kabli
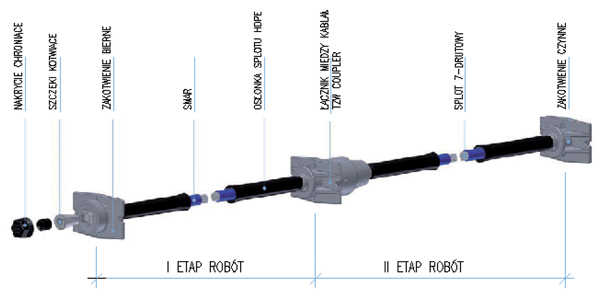
Przy znacznych rozpiętościach (szczególnie w budownictwie mostowym) istnieje możliwość przedłużenia kabli przez dołączenie następnego odcinka do naciągniętego kabla. Takie połączenie realizowane jest poprzez specjalne zakotwienie pośrednie (zwane potocznie couplerem).
Kanały kablowe
Najczęściej spotykanymi kanałami kablowymi są spiralnie karbowane rury z cienkiej blachy lub z tworzyw sztucznych. Kanały z takich materiałów zapewniają dużą odporność na zgniecenie w trakcie układania i zagęszczania betonu. Należy pamiętać, że kanały są nieodłączną częścią systemu sprężania z przyczepnością i o rodzaju, średnicy, sposobie formowania kanału kablowego decyduje projektant wraz z dostawcą systemu. Kanały kablowe powinny być tak uformowane, aby zapewniały:
– uzyskanie projektowanej trasy cięgien w pionie i poziomie,
– swobodny przesuw cięgna w czasie naciągu,
– małe współczynniki oporu i tarcia cięgien,
– możliwość dokładnego zainiektowania, zapewniającego zespolenie cięgna z betonem elementu.
Rygorystyczne wymagania można zapewnić jedynie przy odpowiednio dużym przekroju poprzecznym kanału oraz dokładnym ukształtowaniu jego trasy już na etapie projektowania. Szczególnie należy uważać na elementy sprężane dwukierunkowo, gdzie łatwo o kolizję kabli ułożonych w różnych kierunkach.
W systemie z przyczepnością trzeba zapewnić możliwie jak najbardziej gładką powierzchnię styku ściany kanału z kablem. Dlatego też należy używać specjalnych łączników do zespolenia poszczególnych odcinków kanału kablowego. Dodatkowo nie można zapomnieć o dołączeniu przewodów odpowietrzających, umożliwiających iniekcję kanału po sprężeniu.
Zakotwienia
Zakotwienia mogą być mocowane na dowolnej długości cięgna i są umieszczane bezpośrednio w betonie. Istotny jest więc odpowiedni projekt strefy zakotwień umożliwiający przeniesienie naprężeń od siły sprężającej oraz umożliwiający dostęp robotnikom podczas sprężania.
Podstawowe typy zakotwień w konstrukcjach kablobetonowych:
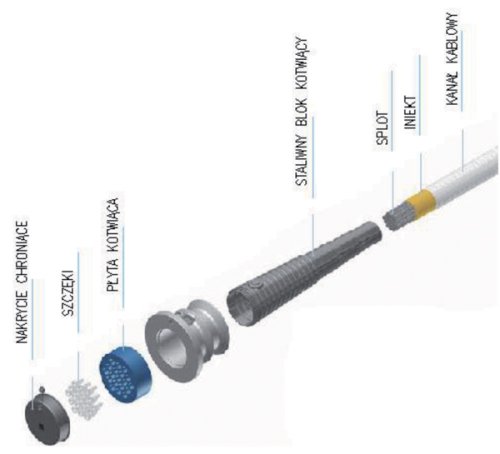
– System dla dużych sił sprężających (zakotwienie wielosplotowe): płyta kotwiąca + dociskowa + osłona poszerzonego kanału + pomocnicze zbrojenie miękkie w postaci spirali (fot. 1).
– System dla małych sił sprężających (głównie jednosplotowych) – stosowany w płytach stropowych, cienkich płytach fundamentowych i posadzkach (fot. 2).
Jak wcześniej wspomniano, w konstrukcjach kablobetonowych występują różne rodzaje naciągu cięgien
(rys. 2). W elementach:
– o rozpiętości do ~30 m, gdzie straty siły sprężającej po długości kabla są mało znaczące,
– gdzie trasa kabli jest nieznacznie zakrzywiona,
– gdzie nie ma możliwości naciągu na obu końcach kabla (np. ze względu na istniejący obiekt)
można zastosować na jednym z końców zakotwienia bierne, do których można, ale nie trzeba, zapewnić bezpośredni dostęp podczas sprężania.
Podczas betonowania elementów kablobetonowych w systemie przyczepnościowym z wgłębnymi zakotwieniami biernymi (zakotwienia bez bezpośredniego dostępu) należy unikać przypadkowego wpłynięcia mieszanki betonowej do kanału kablowego, ponieważ zapchany kanał kablowy może uniemożliwić swobodny naciąg kabla. Dlatego też osłona kablowa w zakotwieniach wgłębnych powinna być zawsze uszczelniona od czoła zakotwienia.
Poszczególne typy zakotwień biernych mają swoje odpowiedniki wśród zakotwień czynnych.
Prasy naciągowe dostosowane są to urządzenia hydrauliczne umożliwiające naciąg i kotwienie kabla. Prasy pozwalają na automatyczne powtarzanie operacji aż do uzyskania wymaganego wydłużenia kabla.
Systemy sprężania i proces sprężania
Rysunki 3 i 4 zawierają podsumowanie graficzne dotyczące systemów sprężania.
Kolejność robót poprzedzających naciąg kabli w konstrukcjach kablobetonowych:
– szalowanie elementu,
– ułożenie dolnego tradycyjnego zbrojenia miękkiego,
– ułożenie kanałów kablowych w systemie przyczepnościowym lub ułożenie kabli w systemie bezprzyczepnościowym,
– ułożenie górnego tradycyjnego zbrojenia miękkiego,
dodanie ewentualnych dozbrojeń systemowych lub wykonanych ze zbrojenia miękkiego, np. zbrojenie na przebicie,
– betonowanie elementu,
– umieszczanie kabli w kanałach – system przyczepnościowy.
Projektant konstrukcji kablobetonowej określa wytrzymałość betonu na ściskanie, przy której można rozpocząć proces sprężania. W przypadku istnienia ryzyka zarysowania konstrukcji podczas wiązania mieszanki betonowej stosuje się zabieg wstępnego sprężania. Wielkość wstępnej siły sprężającej oraz wytrzymałości betonu, przy której powinno nastąpić wstępne sprężanie, określa projektant. Bez jego wytycznych taki zabieg jest niedopuszczalny.
Przygotowanie kabli do procesu sprężania zależy od systemu sprężania i tak:
– dla systemu bezprzyczepnościowego, gdzie kable są ułożone przed betonowaniem, przed naciągiem wystarczy przyciąć kable do wymaganej długości poza zewnętrzną krawędź stropu;
– dla systemu przyczepnościowego naciąg poprzedza czyszczenie kanałów kablowych sprężonym powietrzem. Dopiero do odpowiednio przygotowanych kanałów są wprowadzane kable. Przed zamocowaniem zakotwień należy sprawdzić, czy kabel ma możliwość swobodnego przesuwu w kanale.
Proces sprężania został schematycznie przedstawiony na rys. 5.
a) Założenie płyty kotwiącej i szczęk:
– strona bierna – nałożenie płyty kotwiącej na sploty kabla, umieszczenie szczęki na splotach i wbicie lekką prasą szczęki w gniazda płyty;
– strona czynna – nałożenie płyty kotwiącej, wsunięcie szczęki, umieszczenie splotów w gniazdach prasy i automatyczne zakotwienie splotów w ruchomej płycie prasy.
b) Założenie prasy naciągowej wraz z zakotwieniem kabli w prasie.
c) Naciąg kabli:
– wstępny naciąg – wykonywany w celu sprawdzenia właściwego wyprostowania kabla, prawidłowości zakotwienia biernego oraz dopasowania elementów zakotwienia czynnego i prasy. W dzienniku sprężania powinny znaleźć się zapisy dotyczące: wysuwu (strona czynna) oraz wystawania szczęk poza płaszczyznę płyty kotwiącej (strefa bierna);
– właściwy naciąg – polega na powolnym zwiększaniu ciśnienia w komorze naciągowej prasy aż do wydłużenia określonego w programie naciągu. Jeśli projektant dopuścił, możliwe jest chwilowe przeciążenie kabla, tak by zredukować wpływ tarcia. W dzienniku sprężania powinny znaleźć się zapisy dotyczące:
– ewentualnej zmiany położenia szczęk,
– wystawania szczęk poza płaszczyznę płyty kotwiącej (strefa bierna),
– wydłużenia z uwzględnieniem poślizgu splotu w szczęce (zakotwienie bierne).
d) Zwolnienie prasy.
e) Obcięcie zbędnych końcówek kabli wraz z iniekcją oraz wypełnienie gniazda z zakotwieniem zaprawą bezskurczową (system z przyczepnością).
W przypadku naciągu dwustronnego na obu końcach wykonuje się czynności i pomiary jak dla zakotwień czynnych.
Symbole na rys. 5:
1) kabel wielosplotowy
2) zbrojenie strefy docisku
3) element kotwiący
4) element sprężany
5) płytka dociskowa
6) szczęki kotwiące
7) głowica kotwiąca
8) obudowa kanału, np. rura Spiro
9) maksymalne przemieszczenie tłoka
10) iniekt w kanale kablowym
11) wypełnienie gniazda zaprawą bezskurczową
Iniekcja
Iniekcja to wypełnienie materiałem kanału kablowego (system przyczepnościowy) po sprężeniu.
Przed iniekcją kanału należy bezwzględnie kanał przeczyścić sprężonym powietrzem. Iniekcja powinna zapewnić:
– współpracę betonu i stali sprężającej,
– ochronę cięgien przed korozją,
– dodatkowe zakotwienie przyczepnościowe cięgien.
Prawidłowa iniekcja kanałów kablowych zapewnia trwałość i bezpieczeństwo konstrukcji kablobetonowych. Ze względu na wagę procesu projektant powinien dobrać taką średnicę kanału, by zapewnić wypełnienie iniektem całości kanału.
Ze względu na to, że kanały są z reguły:
– długie i zakrzywione w planie,
– mają małą średnicę,
– są nieomal w całości wypełnione kablami,
do ich wypełnienia stosuje się zaczyny cementowo-wodne. W literaturze można znaleźć informacje na temat wypełniania kanałów także masą bitumiczną lub żywicą syntetyczną. Niestety środki te nie zapewniają odpowiedniej współpracy między kablem a betonem. Dlatego też nie są zalecane do stosowania.
Do mieszania i wtłaczania zaczynu do kanałów używane są specjalne urządzenia zwane iniektarkami. W zależności od rozmiarów kanałów i odległości tłoczenia dobiera się wydajność iniektarki.
W przypadku kabli prostoliniowych lub jednostronnie zakrzywionych iniekcję rozpoczyna się z najniższego punktu lub z zakotwienia, gdzie fabrycznie są wyodrębnione specjalne przewody iniekcyjne wyprowadzone poza obręb zakotwienia. Zaczyn wtłaczany jest ze stałym ciśnieniem. Dla tras znacznie zakrzywionych w planie niezbędne jest dodatkowe doprowadzenie do kanału w środkowej części kabla. W najwyższych częściach kanałów powinny zostać przewidziane specjalne przewody odpowietrzające.
Kanał można uznać za prawidłowo zainiektowany, w przypadkach gdy zaczyn wypływa na jednym lub obydwu końcach kanałów albo z dołączanych tymczasowych węży, których końcówki są umieszczone powyżej elementu.
Po prawidłowym zainiektowaniu kanałów czopowany jest wypływ i wywoływane jest zwiększone ciśnienie w celu wypełnienia ewentualnych pustek.
Podsumowanie
Proces sprężania konstrukcji betonowych jest procesem bardzo trudnym i złożonym. Wymaga od projektantów i wykonawców ogromnej wiedzy i doświadczenia. Jednak to konstrukcje sprężone umożliwiają realizację najodważniejszych konstrukcji pod względem skomplikowania kształtu, rozpiętości, smukłości lub wysokości.
mgr inż. Justyna Klepacka





