Wejście w życie normy PN-EN 1992-1-1 (EC2) i odejście od operowania pojęciem klas stali zbrojeniowej, brak jednolitego jej nazewnictwa i pojawienie się na rynku wielu nowych wzorów użebrowania stanowi źródło nieporozumień.
Wprowadzenie Eurokodu 2 (EC2) [1] spowodowało odejście od praktyki wymieniania gatunków stali zbrojeniowej i odpowiadających im klas właściwości wytrzymałościowych bezpośrednio w normie projektowej. Określenia „klasa” i „gatunek” straciły swój pierwotny sens, przy czym gatunek stali zbrojeniowej stał się de facto jej nazwą handlową, a pojęcie klasy zostało w normie PN-EN 1992-1-1 [1] ograniczone do tzw. klasy ciągliwości. Pojawiło się wiele nowych nazw i wzorów użebrowania, niekiedy różnych dla wyrobów o takich samych właściwościach. Zjawiskom tym od początku towarzyszy brak kompleksowej informacji skierowanej do kadry inżynierskiej, nie stanowi zatem zaskoczenia fakt, że stan wiedzy środowiska budowlanego na temat stali zbrojeniowej jest znacznie mniejszy, niż należałoby tego oczekiwać.
Intencją autora niniejszego artykułu jest dostarczenie w możliwie zwięzłej formie informacji dotyczących tego – podstawowego przecież – wyrobu budowlanego. Jeżeli nie zaznaczono tego wyraźnie w tekście, odnosi się on do stanu wynikającego z ustaleń normy PN-EN 1992-1-1 [1].
Uwarunkowania formalne
Warunki dopuszczenia wyrobu budowlanego do obrotu określa ustawa z dnia 16 kwietnia 2004 r. o wyrobach budowlanych z późniejszymi zmianami [2]. Zgodnie zaś z mandatem M115 udzielonym Europejskiemu Komitetowi Normalizacyjnemu (CEN) przez Komisję Europejską stal zbrojeniową stanowią pręty i stal w kręgach, a także otrzymywane z nich zgrzewane siatki i kratownice, a właściwym systemem oceny zgodności jest system 1+.
System 1+ stanowi najbardziej rygorystyczny z systemów oceny zgodności i wymaga on:
- posiadania przez producenta prawidłowo funkcjonującego systemu zarządzania jakością,
- pozytywnych wyników wstępnego badania typu próbek pobranych przez jednostkę certyfikującą i przeprowadzonych przez akredytowane laboratorium badawcze,
- bieżących badań przeprowadzanych przez zakładową kontrolę produkcji, co zazwyczaj pociąga konieczność posiadania własnego zaplecza laboratoryjnego,
- ciągłego nadzoru jednostki certyfikującej wiążącego się również z okresowym pobieraniem przez nią próbek do badań,
- zapewnienia jednoznacznej identyfikowalności wyrobu i jego producenta.
W efekcie powyższych działań producent otrzymuje certyfikat uprawniający go do znakowania wyrobu znakiem CE lub w przypadku braku odpowiedniego europejskiego dokumentu odniesienia – krajowym znakiem B.
Gatunki stali wymienione w PN-B-03264:2002 [3] objęte są wciąż obowiązującymi normami krajowymi [4]–[7], które stanowią bezpośrednio powiązane z nią dokumenty odniesienia, dla nieuwzględnionych gatunków funkcję tę pełnią natomiast krajowe aprobaty techniczne. Tak więc stal do zastosowania w konstrukcjach projektowanych zgodnie z normą PN-B-03264:2002 [3] podlega znakowaniu znakiem B i dopuszczana jest do obrotu na dotychczasowych zasadach.
Odmiennie wygląda sytuacja w przypadku stali przeznaczonej do zbrojenia konstrukcji projektowanych wg normy PN-EN 1992-1-1 [1] – podstawę do oznakowania CE ma stanowić przywołana w niej zharmonizowana norma europejska EN 10080.
Polski Komitet Normalizacyjny opublikował i wymienia jako aktualnie obowiązującą normę PN-EN 10080:2007 [8] stanowiącą tłumaczenie normy EN 10080:2005. Ta ostatnia została jednak wycofana z cytowania w Dzienniku Urzędowym Unii Europejskiej, co oznacza, że nie jest zharmonizowana i nie może stanowić podstawy do znakowania CE, nie należy jej więc również utożsamiać z normą EN 10080 przywoływaną w EC2.
Z tego powodu obecnie możliwe jest jedynie znakowanie stali znakiem B. Konieczna jednak identyfikacja wyrobu wymaga nawalcowania wraz z użebrowaniem indywidualnego kodu producenta. Ponieważ brak jest umocowanego formalnie podmiotu odpowiadającego za przydzielanie i gromadzenie informacji o takich oznaczeniach dla wyrobów produkowanych zgodnie z krajowymi normami, udzielane są na stal zbrojeniową krajowe aprobaty techniczne pełniące funkcję krajowych dokumentów odniesienia.
Ponieważ szkielety zbrojeniowe (z wyjątkiem siatek i kratownic) nie stanowią wyrobu budowlanego, wytwarzające je podmioty można uznać za działające w ramach ogólnych ustaleń normy PN-EN 13670:2010 [9], a więc według opracowanej na podstawie projektu dokumentacji wykonawczej prac zbrojarskich. Wiąże się z tym konieczność wystawienia deklaracji zgodności wykonanych robót z projektem, która to deklaracja powinna spełnić od strony formalnej wymagania określone w PN-EN ISO/IEC 17050-1 [10]. Zasady wykonywania spawanych i zgrzewanych połączeń prętów określone są w normach PN-EN ISO 17660-1:2008 [11] (dla połączeń nośnych) oraz PN-EN ISO 17660-2:2008 [12] (dla połączeń nie-nośnych).
Jak już zostało powiedziane, norma PN-EN 1992-1-1 [1] odeszła od pojęcia klasy stali. Z tego względu w dokumentacji należy posługiwać się zamiast klasy określeniem specyficznych właściwości stali. Należą do nich:
a) charakterystyczna granica plastyczności fyk,
b) klasa ciągliwości (A, B lub C)
oraz jeśli to konieczne
c) spajalność,
d) przydatność do stosowania w konstrukcjach poddanych obciążeniom wielokrotnie zmiennym.
Częstym błędem występującym w dokumentacji projektowej oraz specyfikacji istotnych warunków zamówienia (SIWZ) jest podanie konkretnej nazwy gatunku stali, np. BSt500S. Szczególnie w przypadku zamówień publicznych zdarza się, że poważnie utrudnia to zastosowanie stali o równoważnych lub lepszych właściwościach. W takiej sytuacji poprawny opis wymaganej stali zbrojeniowej powinien brzmieć np.: stal zbrojeniowa o fyk = 500 MPa, klasie ciągliwości min. B, spajalna (opcjonalnie), do obciążeń wielokrotnie zmiennych.
Obecnie praktycznie wszystkie dopuszczone do obrotu na rynku krajowym stale zbrojeniowe o fyk = 500 MPa są stalami spajalnymi, podobnie jak praktycznie wszystkie stale o tej samej wartości fyk i klasie ciągliwości B lub C mogą być stosowane w konstrukcjach poddanych obciążeniom wielokrotnie zmiennym. Tej ostatniej właściwości są często pozbawione zarówno pręty i wyroby w kręgach o klasie ciągliwości A, jak również, niezależnie od klasy ciągliwości, zgrzewane siatki zbrojeniowe. Dlatego niezbędne jest sprawdzenie w odpowiednim dokumencie odniesienia (aprobacie technicznej) zakresu stosowania stali pochodzącej od danego producenta. Należy podkreślić, że sama nazwa handlowa (np. B500B) nie niesie w sobie informacji o tych właściwościach.
W odróżnieniu od normy PN-B-03264:2002 [3] EC2 [1] nie dopuszcza stosowania do zbrojenia prętów gładkich. Mogą one jednak być stosowane jako krzyżulce w zgrzewanych kratownicach, dlatego dopuszczenie ich do obrotu możliwe jest jedynie jako półproduktu, a nie stali zbrojeniowej sensu stricto.
W tab. 1 dokonano zestawienia oznaczeń występujących na rynku stali zbrojeniowych wraz z ich klasyfikacją wg norm PN-B-03264 [3] i PN-EN 1992-1-1 [1] oraz wskazaniem dokumentów odniesienia (PN – norma krajowa, AT – aprobata techniczna, AT* – aprobata techniczna przy istniejącej normie krajowej [13]–[15] ze względu na identyfikację wyrobu).
Tab. 1 Oznaczenia stali zbrojeniowych wraz z klasyfikacją wg norm [3] i [1]
Różnice dotyczące stali do zbrojenia betonu między PN-B-03264 i PN-EN 1992-1-1
Oprócz wymienionego wcześniej odejścia od pojęcia klasy stali w EC2 [1] oraz ograniczenia zakresu stosowania stali gładkiej między obiema normami występują jeszcze dodatkowe różnice mogące powodować różny zakres stosowania stali w zależności od podstawy projektu.
Eurokod 2 [1] dopuszcza stosowanie stali zbrojeniowej o charakterystycznej granicy plastyczności fyk z przedziału 400–600 MPa, co wyklucza część dotychczas stosowanych w kraju gatunków (por. tab. 1).
W normie PN-B-03264 [3] plastyczność stali jest powiązana na stałe z jej klasą i wynosi dla klasy A-IIIN εuk>2,5% oraz εuk>5,0% dla klas A-0 do A-III. W odróżnieniu od PN-B-03264 [3] norma PN-EN 1992-1-1 [1] wprowadza trzy klasy ciągliwości stali A, B i C (odpowiednio εuk>2,5%, >5% oraz >8%) niezależne od wartości fyk.
Istotne są różnice pomiędzy wynikającymi z obu norm wymaganiami dotyczącymi właściwości zmęczeniowych. O ile w dużym uproszczeniu z normy PN-B-03264 [3] można przyjąć dla 2•106 cykli i maksymalnych naprężeń równych 0,6•fyk wymóg Δσ≥150 MPa zarówno dla prętów, stali w kręgach, jak i siatek zgrzewanych, o tyle opierając się na normie PN-EN 1992-1-1 [1], przyjęto w krajowych aprobatach technicznych ITB wymagania Δσ≥160 MPa dla prętów i wyrobów w kręgach oraz Δσ≥110 MPa dla siatek zgrzewanych. Są to wartości zwiększone w stosunku do zawartych w załączniku C do normy, co ma związek m.in. ze stosowanymi metodami badań i dopuszczonym w załączniku C kwantylu 10%. Powyższe różnice powodują, że fakt dopuszczenia danego wyrobu do zbrojenia konstrukcji poddanych obciążeniom zmiennym wg jednej normy projektowej nie musi przekładać się na taką samą możliwość w przypadku drugiej normy.
W szczególnych przypadkach, w których przewiduje się gięcie zgrzewanych siatek, należy zwrócić uwagę na różne promienie gięcia dopuszczalne przez obie normy (tab. 2). Ponownie przydatność do gięcia wg jednej z norm nie musi automatycznie oznaczać tego samego w przypadku drugiej.
Tab. 2 Dopuszczalne promienie gięcia stali zbrojeniowej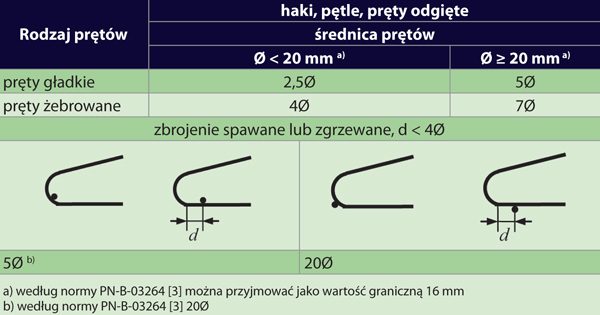
Z powyższych faktów wynika, że zarówno w dokumentacji projektowej, jak i SIWZ należy precyzyjnie określać właściwości stali w sposób podany wcześniej, nie kierując się jedynie jej nazwą. Dogodne jest bezpośrednie przywołanie w nich odpowiednich dokumentów odniesienia, w przeciwnym wypadku sprawdzenia zgodności wymaganych właściwości stali z zakresem stosowania określonym we właściwym dla niej dokumencie odniesienia należy dokonać w trakcie odbioru. Pomocne przy opracowywaniu SIWZ może się okazać również najnowsze wydanie zeszytu A-6 Warunków wykonania i odbioru robót budowlanych [16].
Postępowanie przy odbiorze
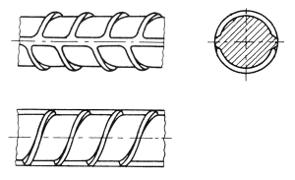
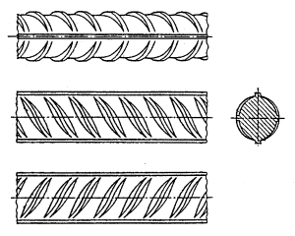
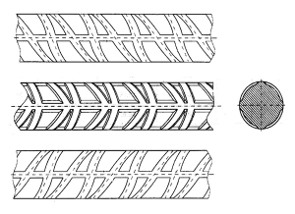
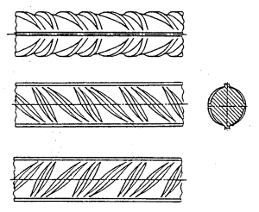
Przy odbiorze partii stali zbrojeniowej należy sprawdzić jej zgodność z zamówieniem (wymiary, geometrię użebrowania, średnicę), wygląd zewnętrzny oraz prostoliniowość prętów. Na rys.1–10 przedstawiono geometrię użebrowania prętów wraz z nazwami gatunków, pod którymi występowały bądź występują na rynku (właściwości i dokumenty odniesienia – patrz tab. 1).
 |
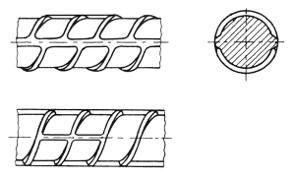 |
| Rys. 1 18G2-b; 20G2Y-b | Rys. 2 St50B |
 |
 |
| Rys. 3 25G2S; 35G2Y; 34GS | Rys. 4 20G2VY-b |
Ze względu na technologię produkcji wyroby o użebrowaniu przedstawionym na rys. 5, 6 oraz 9 wytwarzane są zazwyczaj w kręgach, choć niektórzy producenci mogą je dostarczać w odcinkach po wyprostowaniu.
 |
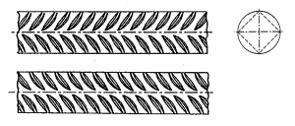 |
| Rys. 5 St3-b-500; BSt500KR; BSt500M; B500A | Rys. 6 BSt500WR; B500B |
Szczególną uwagę należy zwrócić na zgodność cechowania z dokumentem odniesienia określonym w dostarczonych wraz ze stalą dokumentach oraz na zgodność właściwości wymaganych w dokumentacji projektowej z podanymi w dokumencie odniesienia, dotyczącymi spajalności stali i jej przydatności do zbrojenia konstrukcji poddanych obciążeniom wielokrotnie zmiennym. Należy przy tym się upewnić, czy właściwości te odnoszą się do normy konstrukcyjnej, na podstawie której opracowana została dokumentacja projektowa.
 |
 |
| Rys. 7 B500B | Rys. 8 BSt500S; B500B |
 |
 |
| Rys. 9 B500SP | Rys. 10 B500SP |
Do każdej partii wyrobów przeznaczonych do zbrojenia betonu powinny być dołączone dokumenty zaświadczające o ich zgodności z odpowiednim dokumentem odniesienia. Dokumentem tym jest kopia certyfikatu zgodności wyrobu wraz z:
- w przypadku wyrobów gorącowalcowanych – zaświadczeniem producenta o właściwościach technicznych, z podaniem dokumentu odniesienia;
- w przypadku wyrobów otrzymywanych w wyniku plastycznej przeróbki na zimno – zaświadczeniem producenta gotowego wyrobu o właściwościach technicznych, z podaniem dokumentu odniesienia oraz kopią zaświadczenia producenta materiału wejściowego;
- w przypadku siatek zgrzewanych – zaświadczeniem producenta gotowego wyrobu o właściwościach technicznych, z podaniem dokumentu odniesienia wraz z kopiami odpowiednich dokumentów dotyczących zastosowanej stali według punktów wyszczególnionych wyżej;
- w przypadku szkieletów zbrojeniowych – zaświadczeniem producenta gotowego wyrobu o właściwościach technicznych, z określeniem dokumentacji, na podstawie której wykonano szkielet, oraz kopiami odpowiednich dokumentów dla zastosowanej stali wg punktów wyszczególnionych powyżej;
- w przypadku wyrobów odwijanych z kręgu – zaświadczeniem producenta gotowego wyrobu o właściwościach technicznych, z podaniem dokumentu odniesienia oraz kopiami zaświadczenia producenta materiału wejściowego.
W przypadku wyrobów dostarczanych w kręgach właściwości wymienione w ich dokumencie odniesienia dotyczą wyrobu przed prostowaniem. Wynika stąd, że odpowiedzialność za pogorszenie tych właściwości w trakcie prostowania ponosi przeprowadzający je podmiot, a nie producent stali.
Najczęściej stosowanym systemem cechowania prętów i wyrobów w kręgach jest pogrubienie wybranych żeber, a tym samym zakodowanie wartości liczbowej unikalnej dla danego producenta (zasadę cechowania przedstawiono na rys. 11).
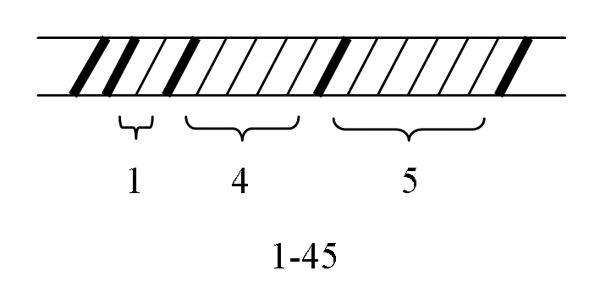
Odczytywanie nawalcowanych oznaczeń wymaga pewnej wprawy, zwłaszcza w przypadku stali pokrytej nalotem rdzy lub dostarczonej w kręgu i poddanej prostowaniu, które zawsze w pewnym stopniu deformuje żebra. Przykłady cechowania wyraźnie widocznego oraz trudnego do zaobserwowania przedstawione zostały na fotografii. Sporadycznie stosowane mogą być inne formy znakowania, określone w dokumencie odniesienia.
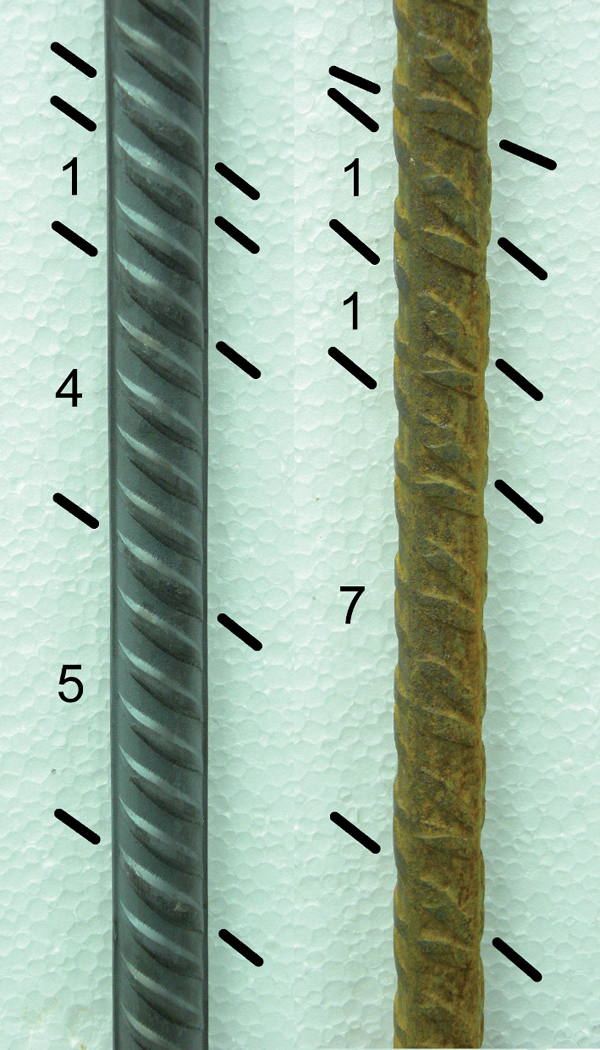
Fot. Przykład cechowania
Zestawienie znanych oznaczeń producentów dla stali objętych aprobatami technicznymi ITB zamieszczono w tab. 3.
W przypadku zgrzewanych siatek i kratownic funkcję oznakowania pełnią umieszczone na nich etykiety.
Tab. 3 Cechowanie stali objętych aprobatami technicznymi ITB (stan na 01.11.2013)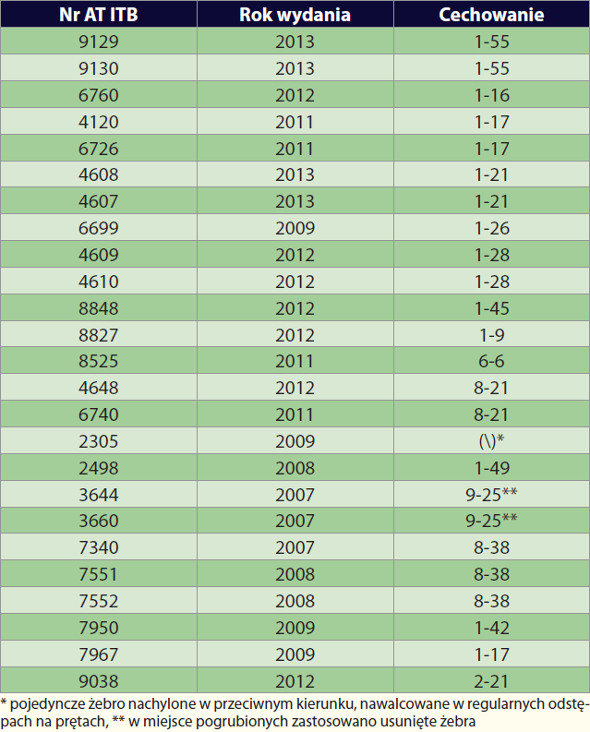
Podsumowanie
Wejście w życie normy EC2 [1] i odejście od operowania pojęciem klasy wraz z pojawieniem się na rynku stali o różnorodnych wzorach użebrowania i brakiem jednolitego nazewnictwa stały się źródłem wielu nieporozumień. Autor artykułu wyraża nadzieję, że zebrane w nim informacje pomogą jego odbiorcom w sprawnym poruszaniu się na krajowym rynku stali zbrojeniowej i przyczynią się do wyeliminowania najczęstszych błędów zarówno w dokumentacji projektowej, jak również w trakcie zamawiania i odbioru stali.
Literatura
1. PN-EN 1992-1-1:2008+Ap1:2010 Eurokod 2 Projektowanie konstrukcji z betonu. Część 1-1: Reguły ogólne i reguły dla budynków.
2. Ustawa z dnia 16 kwietnia 2004 r. o wyrobach budowlanych (Dz.U. z 2004 r. Nr 92, poz. 881), ze zmianą z dnia 21 maja 2010 r. (Dz.U. z 2010 r. Nr 114, poz. 760).
3. PN-B-03264:2002 Konstrukcje betonowe, żelbetowe i sprężone. Obliczenia statyczne i projektowanie.
4. PN-ISO 6935-1:1998+Ak:1998 Stal do zbrojenia betonu. Pręty gładkie.
5. PN-ISO 6935-2:1998+Ak:1998+Ap1:1999 Stal do zbrojenia betonu. Pręty żebrowane.
6. PN-H-84023-06:1989+Az1:1996 Stal określonego zastosowania. Stal do zbrojenia betonu. Gatunki.
7. PN-H-93215:1982 Walcówka i pręty stalowe do zbrojenia betonu.
8. PN-EN 10080:2007 Stal do zbrojenia betonu. Spajalna stal zbrojeniowa. Postanowienia ogólne.
9. PN-EN 13670:2010 Wykonywanie konstrukcji betonowych.
10. PN-EN ISO/IEC 17050-1:2010 Ocena zgodności. Deklaracja zgodności składana przez dostawcę. Część 1: Wymagania ogólne.
11. PN-EN ISO 17660-1:2008 Spawanie. Spawanie/zgrzewanie stali zbrojeniowej. Część 1: Złącza spawane/zgrzewane nośne.
12. PN-EN ISO 17660-2:2008 Spawanie. Spawanie/zgrzewanie stali zbrojeniowej. Część 2: Złącza spawane/zgrzewane nienośne.
13. PN-H-93247-1:2008 Spajalna stal B500A do zbrojenia betonu. Część 1: Drut żebrowany.
14. PN-H-93247-2:2008 Spajalna stal B500A do zbrojenia betonu. Część 2: Zgrzewane siatki zbrojeniowe.
15. PN-H-93220:2006 Stal B500SP o podwyższonej ciągliwości do zbrojenia betonu. Pręty i walcówka żebrowana.
16. Warunki techniczne wykonania i odbioru robót budowlanych, nr A6/2012 „Zbrojenie konstrukcji żelbetowych”, Wydawnictwo ITB, Warszawa 2012.
dr inż. Przemysław Więch
Instytut Techniki Budowlanej





